Posted by Dedet Panabi on | Comments Off on Common Flow Issues with Pet Food Bulk Materials—and How to Solve Them
Modern pet food formulas use complex combinations of proteins, grains, powders, and additives to deliver both nutrition and flavor. However, many pet food bulk materials are notoriously difficult to handle. Some ingredients clump. Others stick to vessel walls. Many settle or separate during storage and transport.
Learn more about the most common materials used to make pet food, and how you can overcome material flow problems.
What are some of the most challenging pet food bulk materials?
Meat and bone meal: protein-rich but sticky and prone to clumping
Fish meal: oily and fine, making it easy to compact
Soybean meal: dusty and hygroscopic, which absorbs moisture and packs down
Whey powder: cohesive and sticky when exposed to air or moisture
Rice bran: lightweight and flaky, often settles unevenly
Powdered fats: smear and cling to vessel surfaces
Vitamins and minerals: ultra-fine particles that resist flow
Premixes and additives: highly cohesive and prone to segregation
What material flow problems can occur during pet food production?
A material’s natural properties—such as moisture content, particle size, shape, and cohesiveness—play a major role in how it flows through equipment. In pet food manufacturing, many bulk materials are sensitive to humidity, prone to compaction, or vary widely in density. These characteristics often lead to flow problems that disrupt production and affect product consistency.The most frequent issues include:
Clumping: Material sticks together and forms lumps, especially under pressure or humidity
Bridging: Material forms an arch over the outlet and blocks discharge
Ratholing: Only a narrow channel of material flows, leaving the rest stagnant
Wall buildup: Powders or moist ingredients cling to the sides of bins and hoppers
Segregation: Particles separate by size, weight, or shape, leading to inconsistent mix quality
How can poor flow hurt your business?
Flow problems are more than just an inconvenience—they have a direct impact on your bottom line.
Increased downtime: Operators may need to stop production to clear blockages manually, delaying batch cycles and shipment schedules.
Higher labor costs: Manual cleanouts and extra inspections take time and staff, especially in compliance-heavy environments.
Product loss and waste: When materials don’t flow properly, some may spoil in the vessel or become cross-contaminated during changeovers.
Quality control risks: Uneven discharge or poor mixing can result in off-spec products, leading to rework or recalls.
Equipment wear and damage: Using brute-force solutions like vibrators or manual poking can damage bins and silos over time.
In short, poor material flow leads to lower output, higher costs, and greater risk of quality and safety issues—all of which are especially critical in pet food manufacturing where consistency and cleanliness are non-negotiable.
How can pet food manufacturers solve material flow problems?
Not all flow aids can handle pet food bulk materials—especially those that are that are damp, oily, sticky, or prone to clumping and segregation.
However, AirSweep is proven effective for pet food production. Engineers customize each system based on the material and vessel—selecting the right AirSweep model, ideal mounting positions, air pressure, and firing sequence. This setup ensures first-in, first-out flow, even for the most challenging bulk powders and solids.
AirSweep also flushes material off the vessel walls, which minimizes the risk of stagnant or spoiled material. Some systems double as clean-in-place solutions. This is ideal for vessels that are used to make different types of formulas—they can be cleaned and sanitized between batch runs in half the time. Check this page to see how AirSweep is used in the pet industry.
Keep pet food bulk materials moving with AirSweep
Whether you’re moving oily fish meal, sticky whey powder, or flaky rice bran, AirSweep provides the reliable, food-safe solution that today’s pet food processors need. Ready to eliminate flow problems in your facility? Contact us today to learn how AirSweep can be tailored to your process.
Posted by Dedet Panabi on | Comments Off on AirSweep Clean in Place Transforms Improves Infant Formula Plant’s Productivity and Safety
In food manufacturing, clean in place (CIP) systems are essential—not just for meeting regulatory standards but for protecting the health of consumers. When you’re dealing with sensitive applications like infant formula, thorough, efficient cleaning is non-negotiable. But traditional CIP systems have limitations, especially when it comes to bulk materials that stick, cake, or clump during production.
Enter AirSweep CIP: a powerful innovation that acts as a flow aid and clean in place system, for one streamlined solution. It ensures hygienic operation without compromising production speed—perfect for industries that require both bulk material handling efficiency and strict sanitation.
What is Clean in Place?
Clean in place systems were developed to allow manufacturers to clean the interior surfaces of process equipment without disassembling machinery. In industries like infant nutrition, food, beverage, dairy, and pharmaceuticals, CIP ensures compliance with strict health regulations minimizes downtime, and improves product safety.
Without Clean in Place systems, workers must manually clean the bulk material processing vessels. This slow, tedious process causes downtime and wastes man hours.
What are the problems of traditional Clean in Place systems?
Not all CIP systems are created equal. Many traditional setups struggle with issues that affect product safety and production time.
Residual buildup that CIP sprays can’t fully reach
Inefficient cleaning that requires repeat cycles
Manual scraping that adds labor costs and safety risks
Separate nozzles and systems for material flow and cleaning
These challenges are magnified when handling powdered bulk materials—like milk powder, flour, cocoa, or protein blends—that cling to vessel walls, create dead zones, and clog process lines.
AirSweep CIP solves these problems with its revolutionary dual-function design.
AirSweep CIP: Complete Bulk Material Handling Solution for Material Flow and Cleaning
AirSweep CIP acts as both a flow aid and a clean in place system. It’s designed specifically for bulk material handling applications that require hygienic processing and thorough cleaning.
Here’s how it works:
During production, AirSweep CIP releases high-pressure, high-volume air pulses that dislodge material stuck to vessel walls, ensuring consistent flow.
During cleaning, the same unit sprays water and cleaning agents, flushing the vessel interiors. For dry cleanouts, AirSweep CIP can use only air to clean the system—ideal for processes that need to limit water or moisture.
AirSweep CIP can also be designed to reach dead zones or areas that existing CIP systems can’t reach.
Case Study: Infant Formula Manufacturer Cuts Cleaning Time by 75%
A global infant formula producer faced a critical challenge: they used the same vessels to manufacture both regular and hypoallergenic infant formula. Any trace of milk proteins in the hypoallergenic line could cause dangerous allergic reactions. Cleaning had to be flawless.
Before installing AirSweep CIP, the plant relied on traditional clean in place methods. Despite multiple wash cycles and manual scraping, the process still took up to 40 hours to fully clean the system between product changeovers.
After installing AirSweep CIP units in their blenders, vacuum receivers, sifters, and packaging lines, they saw a dramatic improvement:
Shorter cleaning times (dropping from 40 hours to 10 hours)
Improved product quality
Significantly lower downtime
No manual cleaning, which allowed workers to focus on more important tasks
By ensuring complete removal of bulk materials during and after production, AirSweep CIP gave the facility confidence that each batch met the highest safety standards—critical for a product meant for the most vulnerable consumers.
What industries can use AirSweep CIP?
While this case study highlights the value of AirSweep CIP in infant formula manufacturing, the technology benefits any facility that needs to prevent residue buildup, cross-contamination, and long downtimes.
AirSweep CIP solves these challenges by improving material flow and shortening cleaning times between batch runs. Its innovative, globally patented design enables:
Higher productivity from reliable first-in/first out material flow
Greater flexibility – choose from wet or dry cleaning options
More efficient use of energy, water, and cleaning chemicals
Less manual interventions, which reduces the risk for injuries or human error
Where Can You Install an AirSweep CIP?
AirSweep can be installed on any bulk material handling equipment, such as:
Blenders
Hoppers
Silos
Bins
Chutes
Conveying systems
AirSweep CIP is an ideal solution not just for sanitation—but for improving the overall flow performance of bulk materials throughout your production line.
Clean in place doesn’t have to mean long downtimes, complicated equipment setups, or inconsistent results. With AirSweep CIP, food manufacturers can meet the highest hygiene standards while staying lean and efficient.
Let’s talk about how to integrate AirSweep CIP into your bulk material handling system. Contact us online or email sales@controlconceptsusa.com.
Posted by Control Concepts USA on | Comments Off on 8 Frequently Asked Questions about AirSweep’s Air Pulses
Pneumatic flow aids use pressurized air to stimulate material flow. Fluidizers and air pads use a combination of aeration and gentle vibration and are typically used for fine powders. However, low-pressure air can’t activate heavy materials or break bridging, arching, and ratholing.
AirSweep releases high-pressure air pulses and is proven effective for problematic materials. One unit can activate more material than dozens of fluidizers, and flush the vessel completely clean.
The AirSweep system just needs to be hooked up to a good air supply that provides enough pressure and volume to power up each pulse. Here are some frequently asked questions about AirSweep and the cost and efficiency of using pressurized air to solve material blocks.
Why do I need high-pressure air to solve material blocks?
Bridging, arching, and ratholing are caused either by a material’s high cohesive strength, or particles that interlock and are then further packed together by downward pressure.
The high-pressure air pulses create a shockwave that breaks up the material blocks and sweep up the stalled material out of the vessel. This can’t be achieved by gentle aeration.
How does AirSweep compare to air cannons and air knockers?
Air cannons and air knockers also use high-pressure air in higher volumes. However, these require more plant air and energy, and the strong recoil can cause metal fatigue.
Furthermore, using bigger blasts of air doesn’t necessarily improve material flow. The peak force lasts only 1/1000th of a second – subsequent discharge is wasted energy. The air also tends to “channel” through holes in the material, greatly diminishing effectiveness.
AirSweep releases short, controlled pulses exactly where and when you need it, so you never use more plant air or energy than you have to. You can control the position of each nozzle, the duration between each pulse, and the sequence. You can also choose between the classic AirSweep which releases pulses in 360 degrees or the Straight Shooter model which releases a vertical column of air.
What kind of plant air can be used?
The AirSweep can pass any inert medium that can be pressurized. Some plants have even used nitrogen with AirSweep to help purge oxygen from the vessel to reduce explosion or fire hazards.
Is it expensive to use high-pressure compressed air?
AirSweep is very cost-efficient. Unlike fluidizers and air pads which run continuously, the nozzles release air pulses in sequence. So even if you have several units on a vessel, they only pulse one at a time. AirSweep also uses less plant air and electricity than air cannons and air knockers.
Can damp air damage the AirSweep?
Damp air will not damage the unit itself, but it can introduce moisture into the material and cause it to cake or gum up. That is why we recommend treating the air before it goes into the system.
Can AirSweep cause air pressure build-up?
Pressure build-up is not an issue because the AirSweep system is not run until the vessel is actively discharging.
The AirSweep design also allows you to customize the flow. For example, if the material has a tendency to overflow, air pressure can be lowered to lessen the volume or area of influence, or the pulse frequency and sequence can be changed. You can also get a smaller AirSweep unit with a smaller sweep diameter.
Will the air pulses cause segregation and demixing?
As long as the AirSweep is tied into the discharge cycle, there will be no segregation. In fact, AirSweep is often used to maintain blend uniformity.
An infant formula company uses AirSweep at the start of the packaging lines—where base powders with vitamins and other compounds are mixed—down to their receiving hoppers and sifters. The air pulses ensure continuous material flow, so the product remains consistent from start to finish.
Can AirSweep units on different vessels share systems like an air receiver?
If two vessels are used simultaneously, it depends on whether the compressed air supply can handle the load. If these are used simultaneously and are in close proximity, then they can be connected to the same air receiver, filter, and regulator.
Do you have questions about AirSweep and pneumatic flow aids that weren’t covered by this article? Contact us and we’ll be happy to give you information or customize a proposal.
Posted by Dedet Panabi on | Comments Off on 10 Signs Your Facility Needs an AirSweep
When it comes to material flow, even a small disruption can lead to big problems. From delayed production schedules to wasted materials, inefficiencies pile up quickly. That’s where AirSweep can make all the difference. But how do you know if it’s time to invest in a flow aid system that actually works? Here are ten telltale signs your facility needs an AirSweep system now.
1. Frequent Bridging and Ratholing
If materials clump together and form bridges or ratholes in silos, bins, or hoppers, it’s a clear sign of inefficient flow. These issues block material from moving freely and can bring production to a halt. AirSweep solves this by delivering powerful, precise air pulses that break apart material blockages, ensuring smooth flow.
2. Frequent Downtime for Manual Cleaning
How often does your team have to stop operations to manually clean or unclog equipment? If workers are hammering on the sides of vessels or entering confined spaces to dislodge stuck material, it’s not just a waste of time—it’s a safety hazard. AirSweep eliminates the need for manual intervention, keeping workers safe and production running. Read more about how it can reduce cleaning and maintenance time.
3. Wasted Material Due to Buildup
Material that sticks to the walls of your equipment isn’t just an annoyance—it’s money down the drain. Whether it’s powder, grains, or sticky substances, AirSweep ensures that every last bit of material is discharged, maximizing yield and minimizing waste.
4. Production Delays Due to Inconsistent Flow
Inconsistent material flow can disrupt production timelines, leading to missed deadlines and unhappy customers. AirSweep’s on-demand activation ensures that materials flow exactly when and where you need them, keeping production on schedule.
5. Current Flow Aids Aren’t Effective
Are you using vibrators, fluidizers, or air cannons but still facing flow problems? These methods often fail to address the root cause of blockages and can even damage your equipment. AirSweep’s unique design targets material precisely, delivering reliable results without causing wear and tear.
6. Challenging Materials
Certain materials—like fine powders, moist substances, or sticky products—are notoriously difficult to handle. If you’re working with tough materials and experiencing frequent flow issues, AirSweep’s powerful air pulses can help. They’re designed to work with even the most challenging materials, ensuring consistent flow in every application.
7. Excessive Energy Consumption
Flow aids like vibrators or fluidizers can consume a lot of energy without delivering consistent results. AirSweep operates efficiently, using brief bursts of air to achieve maximum impact, helping you reduce energy costs without compromising performance.
8. Plans to Scale Up Production
As your business grows, so do the demands on your equipment. Increased production volumes can exacerbate existing flow problems or create new ones. Installing AirSweep ensures your facility is ready to handle higher capacity without compromising efficiency.
9. Contamination Risks
For industries like food processing and pharmaceuticals, material buildup isn’t just a flow issue—it’s a contamination risk. Stuck material can rot, spoil, or mix with other products, leading to quality control problems. AirSweep’s clean, non-intrusive design ensures that your facility meets strict hygiene standards.
10. Customer Complaints About Product Quality
If inconsistent material flow is leading to poor-quality products, you’ll hear about it from your customers. Clumped or unevenly mixed materials can ruin batches and damage your reputation. AirSweep ensures even distribution and flow, so every product meets your high standards.
Why AirSweep?
Unlike traditional flow aids, AirSweep doesn’t rely on brute force or guesswork. Its powerful air pulses reach every corner of your equipment, dislodging stuck materials and restoring flow instantly. Whether you’re working with powders, granules, or sticky substances, AirSweep delivers reliable results, every time.
Investing in AirSweep isn’t just about solving flow problems; it’s about future-proofing your facility. With less downtime, lower energy costs, and higher productivity, the benefits add up quickly.
Ready to solve your material flow challenges once and for all? Contact us today to learn how AirSweep can transform your operations.
Posted by Dedet Panabi on | Comments Off on Standard AirSweep or AirSweep Straight Shooter: Which Should You Get?
When managing bulk materials in industrial settings, ensuring consistent material flow from storage vessels is crucial. Without the right system, you could face costly delays, material waste, and equipment damage due to blockages or inconsistent discharge.
AirSweep’s two primary models, the Standard AirSweep and the AirSweep Straight Shooter, are designed to solve these challenges. By understanding the key differences between these models, you can choose the best option to optimize your operations.
Standard AirSweep: Broad and Reliable Coverage
The Standard AirSweep is engineered for versatility and reliability. This model uses high-pressure, high-volume bursts of compressed air that radiate in a 360-degree pattern. These powerful bursts break material bonds, lift stubborn particles off vessel walls, and sweep them back into the flow stream. The key features are:
Wide Application Range: The Standard AirSweep is effective across a variety of materials, from fine powders like flour or cement to coarse substances such as grains or aggregates.
Multi-Equipment Compatibility: Whether installed in silos, hoppers, bins, or mixers, this model adapts to your equipment needs.
360-Degree Effectiveness: Its broad activation area ensures that material flow is maintained across the entire vessel.
If your goal is to eliminate material flow issues in large vessels or systems with uniform material distribution, the Standard AirSweep is a dependable choice. It ensures that even materials prone to bridging, ratholing, or clinging to walls can flow freely.
AirSweep Straight Shooter: Precision and Targeted Power
The AirSweep Straight Shooter offers a specialized approach for scenarios where precision is critical. Unlike the Standard model, the Straight Shooter delivers compressed air in a focused, linear column, resembling a fire hose’s stream. This design is ideal for applications requiring pinpoint accuracy or where structural constraints make 360-degree coverage unnecessary. The key features are:
Targeted Air Bursts: The linear air pulse breaks material buildup in confined or hard-to-reach areas.
Flexible Installation: The Straight Shooter can be mounted at different angles using standard pipe elbows or fittings, allowing you to direct the air exactly where it’s needed.
Specialized Applications: Perfect for cleaning specific vessel sections or addressing material buildup in equipment with complex geometries.
If you’re working with materials that tend to clog in specific areas or have limited access points in your vessel, the Straight Shooter’s focused performance can resolve these challenges efficiently.
Watch the AirSweep Straight Shooter USDA 135 in action. The model is also built to meet USDA sanitary requirements, and is ideal for food and pharmaceutical industries.
Key Differences Between the Standard and Straight Shooter Models
To make the best decision, it’s important to weigh the differences between these two models:
Air Pulse Pattern:
Standard AirSweep: Distributes a 360-degree air burst to activate material flow broadly across the vessel.
Straight Shooter: Emits a linear column of air for precise, concentrated activation.
Applications:
Standard AirSweep: Best for general use where wide-area activation is necessary.
Straight Shooter: Ideal for targeted cleaning or activating materials in confined spaces.
Installation Flexibility:
Standard AirSweep: Typically mounted on vessel walls, covering large areas.
Straight Shooter: Can be installed at various angles, offering flexibility to target specific problem spots.
Material Characteristics:
Standard AirSweep: Handles a wide range of materials effectively, particularly those prone to uniform clogging.
Straight Shooter: Excels in dislodging stubborn buildups in concentrated areas or specialized equipment.
How to Choose the Right AirSweep for Your Needs
Selecting between the Standard AirSweep and the AirSweep Straight Shooter depends on your unique requirements. Here’s how to decide:
Evaluate Your Material Characteristics
Are your materials prone to bridging or ratholing across the vessel? The Standard AirSweep’s 360-degree coverage is likely your best bet.
Do you encounter localized blockages or material buildup in specific spots? Opt for the Straight Shooter to address these targeted issues.
Consider Your Vessel Design
Large, open vessels benefit from the Standard AirSweep’s broad coverage.
Equipment with structural constraints or complex geometries calls for the Straight Shooter’s focused air bursts.
Review Process Requirements
If your operations require frequent cleaning between batches or involve sticky materials, the Straight Shooter provides precise cleaning where it’s needed most.
For continuous flow in standard systems, the Standard AirSweep offers consistent performance.
Optimize Material Flow with the Right AirSweep
Both the Standard AirSweep and the AirSweep Straight Shooter are designed to tackle material flow challenges, but their unique strengths make them suited to different applications. The Standard AirSweep ensures comprehensive coverage for a variety of materials and vessel types, while the Straight Shooter offers pinpoint precision for specialized needs.
By assessing your material characteristics, vessel design, and operational requirements, you can select the model that’s perfect for your setup. For expert guidance, consult with AirSweep engineers—their expertise can help you maximize efficiency, minimize downtime, and keep your materials moving effortlessly.
Posted by Dedet Panabi on | Comments Off on 5 Food Industry Trends for 2025
The food processing industry has undergoing significant transformations, driven by factors such as changing consumer preferences, technological advancements, economic conditions, regulatory policies, and environmental concerns. Learn about food industry trends that can affect plant operations and production goals.
1. Green Food Processing
Sustainability is no longer a buzzword; it’s a mandate. Consumers and regulators alike demand eco-friendly practices that minimize environmental impact. This shift compels manufacturers to adopt renewable energy sources, reduce waste, and implement sustainable methods throughout production. Embracing green food processing not only meets regulatory requirements but also appeals to the growing segment of eco-conscious consumers.
2. Food Waste Management
With global food waste contributing significantly to environmental degradation, the industry is under pressure to enhance resource utilization. Innovations in processing techniques and supply chain management are being developed to address this issue. Efficient utilization of resources, improved storage solutions, and advanced inventory management systems are among the strategies employed to minimize waste. By tackling food waste, manufacturers can enhance profitability and contribute to food security.
Flow aids can help minimize material waste caused by inconsistent flow. A food company threw away 40 pounds of mixture a day, and even had to pay to have it hauled away, until they installed AirSweep. Watch how AirSweep can be used to promote first-in/first-out flow for all types of food materials.
3. Alternative Proteins
The rise of plant-based and lab-grown proteins is transforming the food landscape. These alternatives cater to health-conscious consumers and address environmental concerns associated with traditional meat production. Incorporating alternative proteins into product lines allows manufacturers to diversify offerings and meet the evolving preferences of consumers seeking sustainable and ethical food choices.
4. Enhanced Food Safety Measures
Advancements in technology are leading to improved food safety protocols. The implementation of early warning systems, real-time analytics, and AI-driven solutions helps in the proactive detection and prevention of foodborne illnesses. By prioritizing food safety, manufacturers can protect public health, comply with stringent regulations, and maintain consumer trust.
5. Personalized Nutrition
With the rise of personalized nutrition, food safety is becoming more tailored to individual dietary needs. Technologies that track dietary preferences, allergens, and nutritional requirements are driving the development of personalized food products. This trend enables manufacturers to offer customized solutions, enhancing customer satisfaction and opening new market opportunities.
Keep up with Food Industry Trends with a Smarter Flow Aid
AirSweep can help food manufacturers align with industry trends such as sustainability, waste reduction, and enhanced food safety. The system’s efficiency contributes to greener processing by minimizing material waste and reducing energy consumption associated with manual cleaning and maintenance. It also provides consistent and powerful material flow, even for challenging materials like alternative protein products. Find out more about how AirSweep is used in the food industry and why it is more effective than other flow aids.
Posted by Dedet Panabi on | Comments Off on 7 Most Common Bulk Materials Prone to Bridging and Ratholing
Bridging and ratholing are common problems in bulk material handling, and some materials are notorious for poor flow properties. Learn about the most challenging bulk materials and see proof of why AirSweep is the best flow aid for the job.
What are bridging and ratholing?
Bridging happens when bulk materials form a stable arch above an outlet, completely stopping the flow. This usually occurs because of particle cohesion, moisture, or poor hopper design.
Ratholing creates a narrow channel through the material, leaving stagnant product clinging to the container walls. It’s common with materials that have poor flow properties or stick easily to surfaces.
Both problems cause production stoppages, material spoilage, and costly manual intervention—headaches no plant manager wants.
What materials are prone to bridging and ratholing?
Flow problems can be caused by many factors, including vessel design or plant environment (like humidity and temperature). However, these materials have inherent properties that affect how they behave when they are stored, transported, or mixed.
1. Cement and Fly Ash
Cement and fly ash are ultra-fine powders that easily absorb moisture. This leads to clumping, compacting, and cohesion that quickly cause bridging. When stored under pressure, these materials become even tougher to handle because the pressure forces particles closer together, increasing their density and cohesion. The compacted material can form stable arches or stick tightly to hopper walls, making flow nearly impossible without external intervention.
Most food or beverage processing facilities or commercial bakeries use fine powders like flour, cornstarch, cocoa, and milk powder. These powders are hygroscopic, or readily absorb moisture from the air. Flour and starch compact under their own weight, while cocoa and milk powder stick to hopper walls due to moisture or static charges. These properties make bridging and ratholing and bridging frequent problems.
Food and beverage manufacturers also have to meet strict sanitation standards. Stagnant material can become spoiled, and manually clearing out material blocks may cause contamination.
Many chemicals and fertilizers absorb moisture, leading to cohesion and clumping. Granular fertilizers often bridge because of uneven particle sizes, while fine chemical powders compact or stick to equipment surfaces.
Aside from slowing down operations, flow interruptions in fertilizers and chemicals disrupt batching accuracy and downstream processes like mixing and packaging.
4. Plastic Pellets and Resins
Plastic pellets and resins used in plastic production and packaging pose unique challenges. Smooth, spherical pellets interlock under pressure, causing bridging. Irregularly shaped compact and form stable arches in hoppers.
Recycled plastic and resins also pose more challenges. They have varying particle sizes and shapes, increasing the chances of bridging and compacting. As “green manufacturing” becomes a bigger priority because of sustainability goals, reliable flow systems ensure that recycling operations remain efficient, sustainable, and cost-effective.
Coal and aggregates are typically used in energy production, mining, and construction. These materials often have irregular particle sizes and varying moisture content. Fine coal dust, in particular, sticks together due to cohesion and compaction. Material blocks can choke boiler feed lines and delay energy production—a costly problem for any plant.
6. Metal powders
Metal powders are extremely fine, dense, and prone to static charge buildup. These properties cause bridging, compaction, and ratholing, particularly in precision processes like additive manufacturing.
7. Sawdust and Wood Chips
Sawdust and wood chips are typically used in paper and pulp industries, wood processing, and biomass energy production. They are lightweight and irregularly shaped, which makes them prone to interlocking and bridging in hoppers and silos. Their fibrous nature also causes the material to compress and compact over time, creating blockages that restrict flow.
Do you work with a tough material that is prone to bridging and ratholing? Have you tried other flow aids but still resort to manual cleaning or hammering the vessel? AirSweep provides a proven solution to keep your materials flowing, eliminate costly disruptions, and maximize productivity. To learn how AirSweep can improve your plant’s operations, contact us for a consultation.
Posted by Dedet Panabi on | Comments Off on How to Solve Bridging and Ratholing of Cement and Mined Materials
Material flow is the backbone of any successful operation in the mining and cement industries. Yet, common issues like bridging, ratholing, and material pileups can derail even the best-laid plans. These disruptions not only impact productivity but also drive up costs with additional labor and energy consumption.
The solution? AirSweep—a proven flow aid trusted by over 10,000 installations worldwide. Designed to handle the heavy-duty challenges of materials like clinker, fly ash, and copper concentrate, AirSweep ensures consistent material flow, minimizes downtime, and keeps operations running smoothly. Read on to discover why AirSweep outperforms traditional flow aids and how it’s revolutionizing bulk material handling in the cement and mining industries.
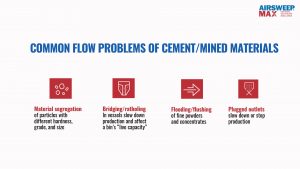
Common material flow problems in mining and cement
Heavy materials like clinker, fly ash, and copper concentrate pose significant challenges in processing plants. They often:
Bridge or rathole inside vessels, reducing live capacity.
Plug outlets, halting production lines.
Segregate particles, disrupting material quality.
Flood or flush fine powders, causing inefficiency and waste.
Traditional flow aids like vibrators, air cannons, and fluidizers are no match for such issues. They can compact materials, waste energy, or create safety risks by dispersing particles.
AirSweep flow aids solve the toughest flow problems of cement and mined materials.
Why AirSweep is the best flow aid for cement and mined materials
AirSweep releases high-pressure, high-volume, 360-degree pulses of compressed air that break through material blocks and clear vessel walls. It’s efficient, safe, and designed to tackle the toughest materials. It’s also more efficient, safe, and cost-effective than other flow aids.
Fluidizers fail to activate heavy materials.
Air cannons waste energy and spread material dangerously.
Vibrators compact materials instead of clearing them.
AirSweep, on the other hand, activates materials quickly and completely, using less energy and plant air.
AirSweep is trusted by cement and mining companies worldwide
AirSweep has consistently delivered outstanding results across the mining and cement industries, solving some of the toughest material flow challenges.
For a leading cement manufacturer, conventional air cannons failed to eliminate stubborn clogs and clinker, forcing workers to break blockages manually using bars—a time-consuming and inefficient process. By switching to AirSweep VA-51 units, the company significantly improved efficiency, completely eliminating residue buildup. The success was so remarkable that they implemented the system across multiple plants.
In the mining sector, a company handling copper concentrate faced daily disruptions, with workers spending up to two hours clearing material blockages. Air cannons posed safety hazards by dispersing materials, while vibrators were both noisy and ineffective. Installing three AirSweep VA-12 units transformed their operations, providing a quiet and effective solution that allowed workers to redirect their efforts to other critical tasks.
For a concrete company dealing with fly ash, material bridging around vessel outlets brought production to a standstill. Four AirSweep units were installed while approximately eight tons of fly ash remained in the bin. The result? Production went from zero to full capacity overnight, ultimately boosting overall output by 60%.
These real-world applications highlight AirSweep’s ability to optimize material flow, reduce labor, and enhance productivity in even the most demanding environments.
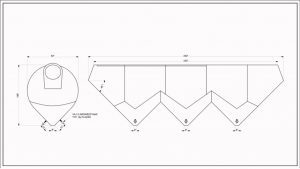
Fits Every Vessel, From Silos to Trucks
AirSweep can be installed on all types of bulk material handling equipment, from silos and hoppers to truck trailers. The wear plates and hard-facing AirSweep units can be bolted on flat walls or surfaces to protect equipment. In truck applications, AirSweep proves equally effective, activating materials during transport to guarantee smooth and efficient unloading.
AirSweep can be installed on equipment used to transport cement and mined materials.
Built for Durability and Performance
AirSweep systems come with the longest warranty in the business—seven years—a testament to their reliability. Whether you need to clear stubborn clogs in silos or ensure smooth transport in trailers, AirSweep delivers unmatched performance.
Ready to revolutionize your operations? Contact the AirSweep team today to find out how we can optimize your material flow and prevent costly downtime.
Posted by Dedet Panabi on | Comments Off on AirSweep launches new and improved bulk material handling equipment
For decades, half of S&P 500 companies and thousands of SMEs across the globe have used AirSweep to prevent bridging, ratholing and other material build-up. Now AirSweep has gotten even better.
On May 7, 2024 Control Concepts, Inc. rolled out the AirSweep MAX (short for Material Activation Xcellence). It further improves the AirSweep technology to deliver more power and energy efficiency. Laboratory tests found that it delivers up to 52% better performance than its predecessor.
“Our original AirSweep was already in a product class of its own,” said Eric Esselstyn, Director of Sales at Control Concepts. “When fluidizers and industrial vibrators failed, AirSweep could lift and sweep even the stickiest materials into the flow stream without damaging the vessel.” With the new, patented improvements, the AirSweep MAX is poised to become the most powerful and cost-efficient flow aid. Companies can get faster, first in/first out flow with zero manual intervention and less maintenance costs.
Patented design provides more power per pulse
The new AirSweep MAX has 20 patented improvements and six proprietary parts.
This patented design creates more powerful air pulses and a more free-flowing air stream. It can move more material or speed up material flow with the same amount of energy.
Lab tests proved that AirSweep max had 52% more output and pressure 31% more air output than the original AirSweep. For factories or plants that move massive amounts of material each day, this can significantly improve productivity or shorten vessel cleaning times.
Other plants that seek to lower operating costs can also use this technology to lower the operating pressure. They will use less plant air and energy, but still be able to move the same amount of material.
Designed for durability
AirSweep MAX uses aerospace-grade design specs – the highest standard for quality and durability. Each unit is also made and hand-assembled in the United States, following strict quality control standards.
“You can’t copy quality and durability,” said Henry Tiffany, President of Control Concepts, Inc. “We already know how well the original AirSweep works, and now it’s even better performance for the same cost? The MAX will be the last flow aid our customers will ever need.”
Like the original AirSweep, the AirSweep MAX requires preventative maintenance every one million cycles. Control Concepts Inc. also provides a seven-year warranty, the longest in the business.
Easy installation and integration
AirSweep MAX is compatible with the original AirSweep system, so it’s very convenient to upgrade your unit. It is also incredibly easy to install. Workers don’t need special tools or training – anyone can do it. This also makes it ideal for quick field service and assembly.
MAXimize your material flow today
Learn more about AirSweep MAX and how it can help improve your process. Contact us for more information or a custom proposal for your process and material.
Posted by Control Concepts USA on | Comments Off on AirSweep Reduces Cleaning and Maintenance Time
Periodic cleaning and maintenance of vessels can cause significant costs and downtime. However, many companies have found a simple way to streamline this process and further achieve material handling automation. They use AirSweep to improve material flow and flush vessels completely clean.
How does AirSweep help clean the vessels?
AirSweep releases high-pressure, compressed air pulses that can be released in 360-degree or vertical columns. The nozzles can be strategically placed at specific points in the vessel and timed to release in a particular sequence.
Unlike other flow aids that rely on mechanical force or gravity, AirSweep’s air pulses create a powerful, controlled flow within the vessel. It dislodges even the most stubborn materials and ensures that every nook and cranny of the vessel is thoroughly cleaned – leaving no residue behind.
Why should you use AirSweep to streamline cleaning cycles?
While AirSweep is primarily used to prevent bridging, ratholing, and material blocks, many companies use the technology to flush vessels between batch runs.
They use the AirSweep USDA 135, engineered specifically for sanitary applications, and the AirSweep Straight Shooter. The combination of air pulses released at 360 degrees and air pulses released in a vertical column allow them to flush different kinds of vessels – blenders, receivers, sifters and even packaging line vessels.
AirSweep has reduced the time and labor needed to clean after the batch runs were completed. This allowed them to add batch runs and increase production output.
Lower cost and material waste
A leading spice and flavor blends manufacturer with facilities in 25 countries around the world used to manually clean their ribbon blenders by flushing them out with flour. This system was expensive and labor-intensive, and still left some spice residue that could compromise batch uniformity.
After installing AirSweep, they achieved a 62% reduction in flour flush and a 42% reduction in labor, all directly attributed to the AirSweep units. They saved $200,000 a year from flush material reduction alone.
Is AirSweep hard to clean and maintain?
The AirSweep unit itself is designed to shorten cleaning and maintenance times. With the AirSweep Tri-Clover Clamp the nozzle can be dismantled and then reattached within minutes with a few basic hand tools. The nozzle can also withstand corrosive cleaning materials.
Does AirSweep meet sanitary requirements?
Many industries that need frequent vessel cleaning or flushing need sanitary equipment. This includes food, biotechnology, pharmaceuticals, and nutraceuticals. The USDA-accepted AirSweep is designed to meet the strictest sanitary requirements.
AirSweep: the complete solution for lowering factory downtime
AirSweep is the only flow aid that can be used to reduce material blocks and flush vessels clean. This combination of features makes it one of the best ways to improve productivity and reduce downtime.
Contact us to find out more about AirSweep and how it can improve your material handling automation and overall plant efficiency.
This website uses cookies to improve your experience while you navigate through the website. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may have an effect on your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. This category only includes cookies that ensures basic functionalities and security features of the website. These cookies do not store any personal information.
Any cookies that may not be particularly necessary for the website to function and is used specifically to collect user personal data via analytics, ads, other embedded contents are termed as non-necessary cookies. It is mandatory to procure user consent prior to running these cookies on your website.