AirSweep® Keeps Pet Food Ingredients Flowing
Comments Off on AirSweep® Keeps Pet Food Ingredients FlowingCompany replaces their vibrators and pneumatic hammers with AirSweep
Elmira Pet Products, the largest Canadian private-label dry pet food manufacturer, produces well-known brands for mass merchandise, grocery and the pet specialty channels as well as unique diets for distribution to niche markets.

Problem
In 2014, Elmira Pet Products added two dry mix staging bins to existing bins. The two new bins immediately had issues with product flow due to bridging in the bottom of the bins, particularly above the slide gate. The feed blend consisted of meat and vegetable meal, ground grains and minerals, with a moisture content of approximately 7%.
Vibrators and pneumatic hammers were employed to activate the material flow and eliminate the bridging. Neither solution was effective. Operators resorted to hammering the bins with sledgehammers to dislodge the material. Consequently, downtime increased, bins were being damaged from the hammering, and operators had to climb two stories of stairs and ladders to get the product moving again — creating a safety risk.
Solution
Elmira contacted Control Concepts, Inc. to inquire about replacing vibrators and pneumatic hammers with the AirSweep system.
The AirSweep team designed placement drawings for each bin, paying particular attention to the area above the discharge flange.
The system consisted of three carbon steel 1-1/2” AirSweep VA-12 units per dry-mix bin, strategically placed to stimulate flow in the areas that were backed up with material. A programmable sequence controller triggered 0.25 second air pulses every 20 seconds to activate the material for a first-in, first out controlled flow.
Result
After initial testing, the AirSweep air pulse parameters were tweaked to resolve remaining hang-ups in the bin.
“The situation is much better than it was last year.”
The company also chose to install AirSweep to the other parts of the plant. For example, Kibble fines were being left behind in sloped transition approximately 4 inches above an airlock. They purchased AirSweep VA-06 304 stainless steel units, and the AirSweep team worked closely with them to find the correct mounting, pulse duration, air line size and pressure, and proper depth in the bin. “Initial results have been positive, and the AirSweep have been easily integrated into our automated cleanouts.”
In another set of bins, material bridging was setting off nuisance alarms triggered by low level sensors 10” (25.4 cm) above discharge flange. They installed AirSweep VA-12 units above the blockage area.
Sweet Success: AcoustiClean Improves Loading Time
Comments Off on Sweet Success: AcoustiClean Improves Loading TimeAcoustiClean® keeps the sugar flowing for international distributor
For many years, a major distributor of granulated sugar with multiple locations across the United States had issues with unloading granulated sugar from railcars.

Problem
The sugar would not consistently flow from the hopper cars. Vibratory devices were tried without success. Operators had no choice but to enter the car or do rodding. This affected loading times and worker safety.
Solution
AcoustiClean® Model ACL 17220 sonic horn was added to the railcar’s top access hatch. Once the railcar reaches the discharge terminal, all the operators need to do is open the hatch and the discharge gate below the car. The AcoustiClean® focuses sound energy on the sugar, pushing the material in a fast, steady flow.
AcoustiClean® was set at a sound frequency of220 Hz, pulsed for 8 seconds at 5 minute intervals.
Results
AcoustiClean helped save time and money, because of the faster load-out times. The sugar distributor has purchased more sonic horns, and plans to install them in other facilities.
AirSweep System Unplugs Poorly Feeding Coal
Comments Off on AirSweep System Unplugs Poorly Feeding Coal“AirSweep System paid for itself in 2 weeks!”
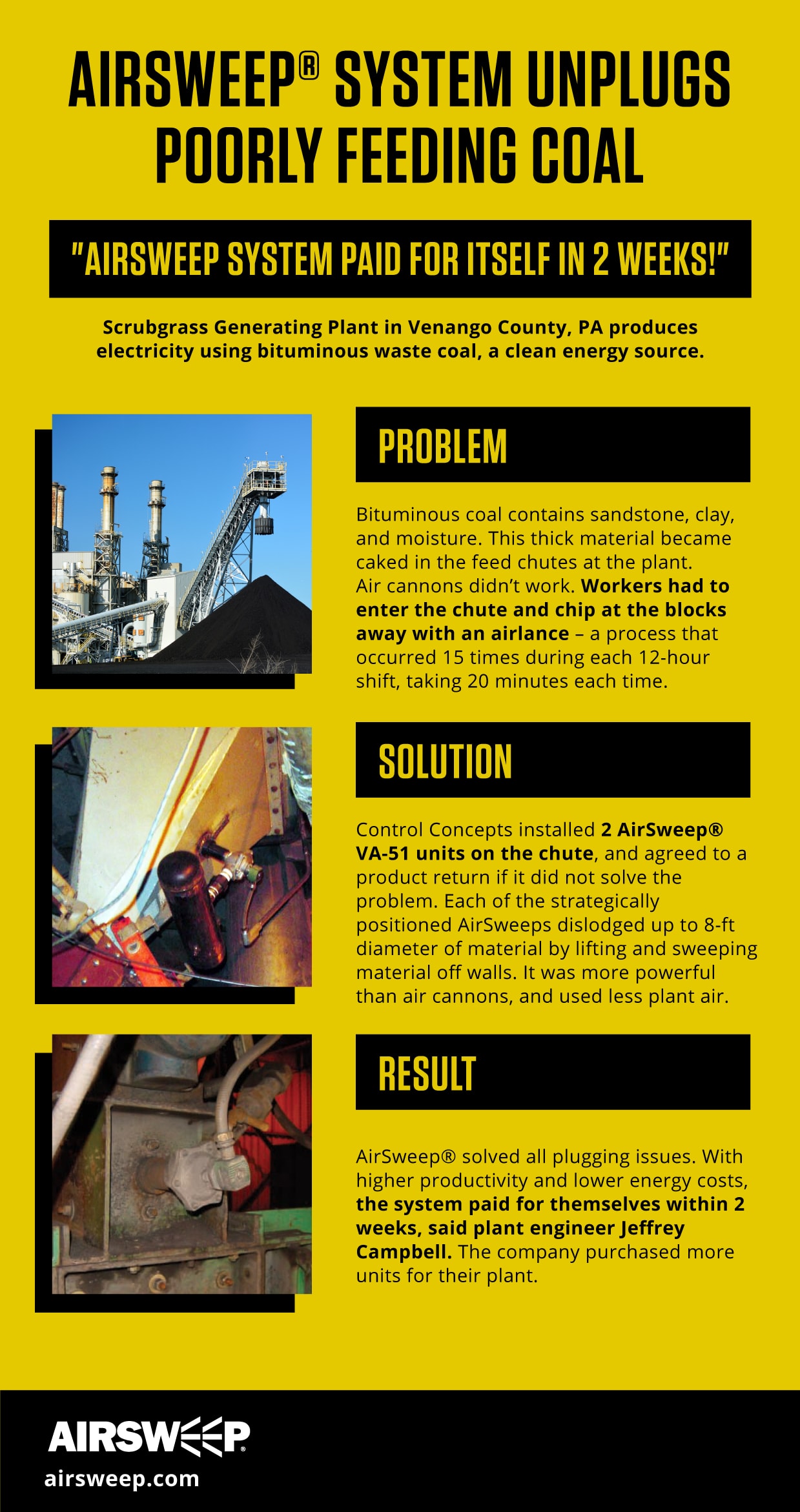
Scrubgrass Generating Plant in Venango County, PA produces electricity using bituminous waste coal, a mining by-product. Advanced environmental control technologies allow the use of this coal as a clean energy source. In 2003, Scrubgrass was experiencing problems with their coal process and sought ways to correct clogging in their chutes.
Problem
Bituminous coal contains high concentrations of sandstone, clay, and moisture.
When moving the coal to a hammer mill through a 20″ wide, 4-ft long feed chute, the material would plug, forcing operators to shut down the process. Once the hammer mill, or even the entire coal processing system was shut down, a worker would enter the chute with an air lance and chip away at the caked-on material along the chute walls. This process occurred 15 times during each 12-hour shift, took 20 minutes to complete each time, and led to increased process downtime and labor costs.
Air cannons were previously installed, and they blew a hole through the material but it still accumulated around the 4″ diameter hole. Three feet of surrounding material didn’t move.
Solution
The company installed two AirSweep VA-51 units on the feed chute leading to the hammer mill. Control Concepts agreed to a return of the product if the AirSweeps did not solve the problem blockage. Using plant air, the AirSweep units were set to fire a 0.25-second burst of air every 30 seconds. At approximately 2.4 cfm of air per burst, this was much less than required to operate the air cannons.
Each of the strategically positioned AirSweeps dislodged up to 8-ft diameter of material by lifting and sweeping material off walls. Mounted so the air burst diameters slightly overlapped, the loosened material would flow toward the chute’s outlet to promote material flow downward.
Result
Monitored during the trial run, the AirSweeps operated continuously during every 12-hour shift and there were no plugging concerns on the feed chute. The AirSweeps paid for themselves within 2 weeks according to Jeffrey Campbell, Plant Engineer.
Scrubgrass purchased more units for additional feed chutes around the plant.
Single Airsweep Solves Sand Flow Problem at Ready-Mix Plant
Comments Off on Single Airsweep Solves Sand Flow Problem at Ready-Mix PlantInstant flow of sand on demand!
Problem
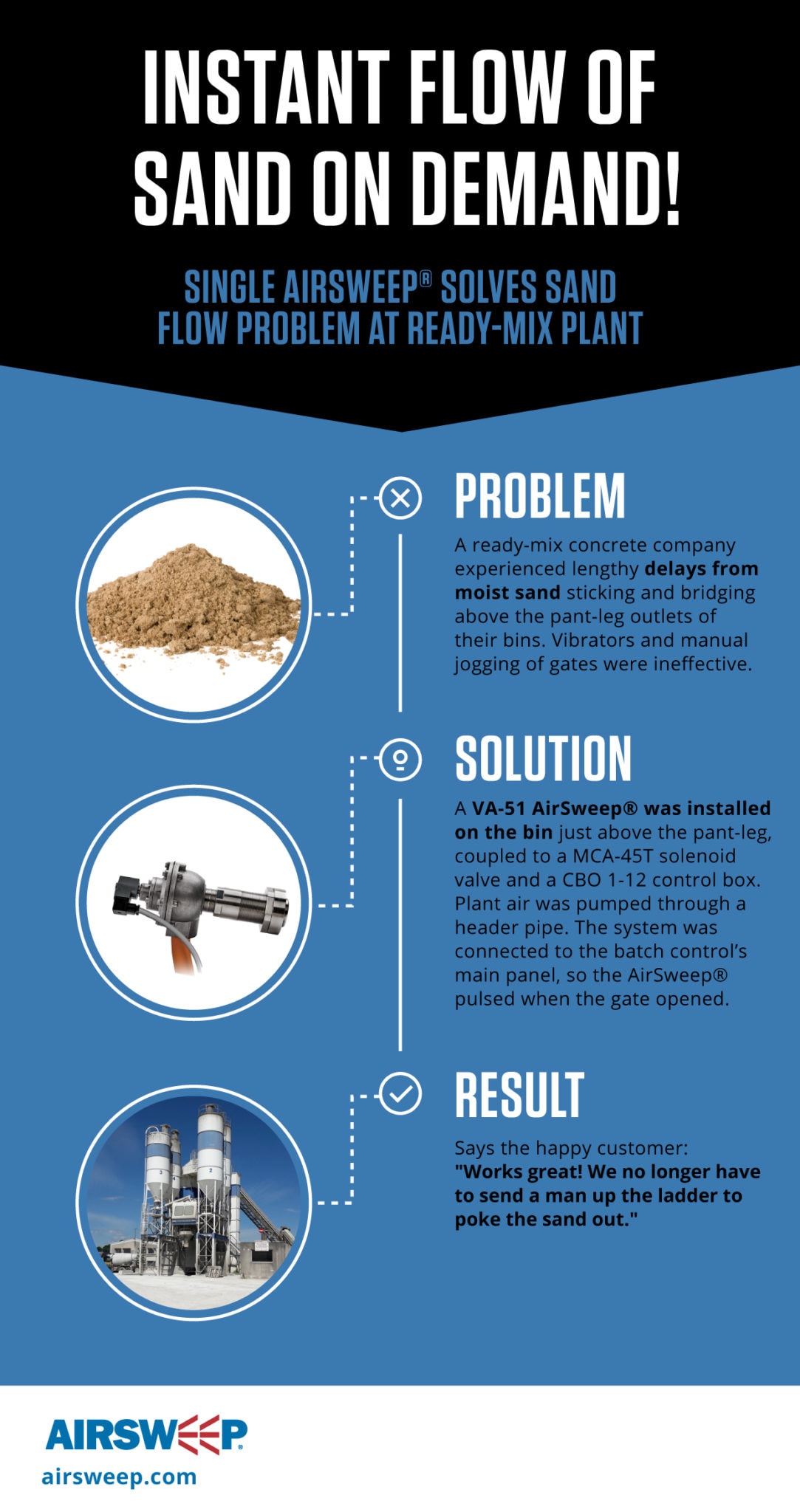
Service Concrete is a ready-mix concrete plant in New Jersey. Moist sand was sticking and bridging above the pant-leg outlets of their bins. The build-up caused lengthy delays in batching and filling of their transit-mix trucks. Vibrators and manual jogging of gates were ineffective.
Solution
An AirSweep VA-51 was installed on the bin just above the pant-leg, coupled to a MCA-45T solenoid valve and a CBO 1-12 control box. Plant air was pumped through a header pipe. The system was connected to the batch control’s main panel, so the AirSweep pulses simultaneously fired as the gate opened.
Result
Trucks are now filled without delay or additional labor, and move out on schedule. Says the happy customer: “Works Great! We no longer have to send a man up the ladder to poke the sand out.”
AirSweep Material Flow Aids Decrease Flush Time, Labor, and Costs
Comments Off on AirSweep Material Flow Aids Decrease Flush Time, Labor, and CostsCompany saves $200,000 from flush material reduction alone
A large U.S. manufacturer of food, food ingredients and flavor products uses ribbon blenders for custom blending of ingredient batches. Each batch must contain specific amounts of ingredients such as spices and other seasonings to comply with the customer’s proprietary recipes. To clean the blenders between batches, they used a flushing routine which involved manually loading flour into the blenders, running the equipment for a set amount of time, and then emptying the equipment of all the flour and stray ingredients.

Problem
With manufacturing facilities in 25 different countries across the globe, the company was interested in improving the flushing process between the custom batches of ingredients. The company was looking to decrease the flushing time for the ribbon blenders, hopefully leading to a decrease in labor, saving money.
Solution
The company installed eight AirSweep VA-12-TRI-TRI units on a trial basis on a ribbon blender and associated hoppers to help streamline their flushing process. Four units were placed on each side of the blender, approximately 1 foot (0.3 m) above the bottom. The Tri-Clamp mount system allows for installation and removal of the nozzle from the process vessel in seconds, without tools, for fast change-out of components or cleaning/sanitizing. AirSweep Tri-Clamp models are manufactured from 316 stainless steel making them ideal for food processing applications.
Result
The company experienced a 62% reduction in flour flush and 42% reduction in labor, all directly attributed to the AirSweep units. Cost savings from flush material reduction alone was around $200K.
Customer states: “Pretty awesome little devices!”
AirSweep Crushes Flow Issues at Minerals Processing Plant
Comments Off on AirSweep Crushes Flow Issues at Minerals Processing PlantCuts filling time from 1 hour to 2 minutes
A leading processor of alumina-based industrial minerals handles more than 120,000 tons of material every year for refractory and abrasive industries. These rocks are crushed, screened, and sized into smaller pebbles, grits and powders before being poured into supersacks that are transported to end-users.

Problem
Lost productivity as material transfer grinds to a halt
The quick transfer of processed material from storage bins into the supersacks was a continual issue at the plant. The bins ranged from 4 to 9 feet in diameter, contained materials from fine powders to small pebbles, with bulk densities from 80 to over 100 lbs/ft3. Despite the relatively steep slopes of the vessels, ranging from 70 to 75 degrees, these materials would plug in the outlets, reducing flow to a trickle or stopping completely. It would take an hour to fill a supersack, and operators resorted to banging on the bins with sledgehammers. This dented the vessels and could have led to serious worker injuries if they lost their grip.
Solution
Pneumatic flow aid system provides on-demand bulk material flow
The company did a trial run of the AirSweep system, a pneumatic flow aid system designed to provide on-demand bulk material flow. For the initial trial, two bins (9 feet wide, with 200-ton capacity) were hooked up to the AirSweep VA-12 model 1 ½” size. Four AirSweep were installed on each bin cone.
Location: 16”, 22” and 42” above discharge, 90 degrees apart
Process: 3 1/8” diameter holes were cut at each nozzle location, and threaded couplings welded into place. The AirSweep nozzles were then threaded into the couplings and fastened with a locking nut. The solenoid valves were then threaded onto the back of each AirSweep, and wired to a 4-output controller. The system was plumbed with 1.5” diameter pipe to the compressed air supply.
Settings: The controller ran a repeating, linear sequence that pulsed the AirSweep one at a time every 15 seconds while material was discharged. Overall compressed air use for each system was less than 8 cfm @ 80 psi.
Result
A 3000% increase in productivity
The AirSweep system eliminated all plugging of the outlets, and cut the filling time of supersacks from one hour to two minutes, a 3000% increase in productivity! The operators stopped using sledgehammers, and production volume increased to the point that an additional forklift driver was hired to keep up with the output of finished product. After the initial trial, the company has since added the AirSweep system to 16 additional product bins.
Blast Cement Clogs With the AirSweep
Comments Off on Blast Cement Clogs With the AirSweepEvery hour of downtime cost them $12,000—AirSweep solves it in 4 days
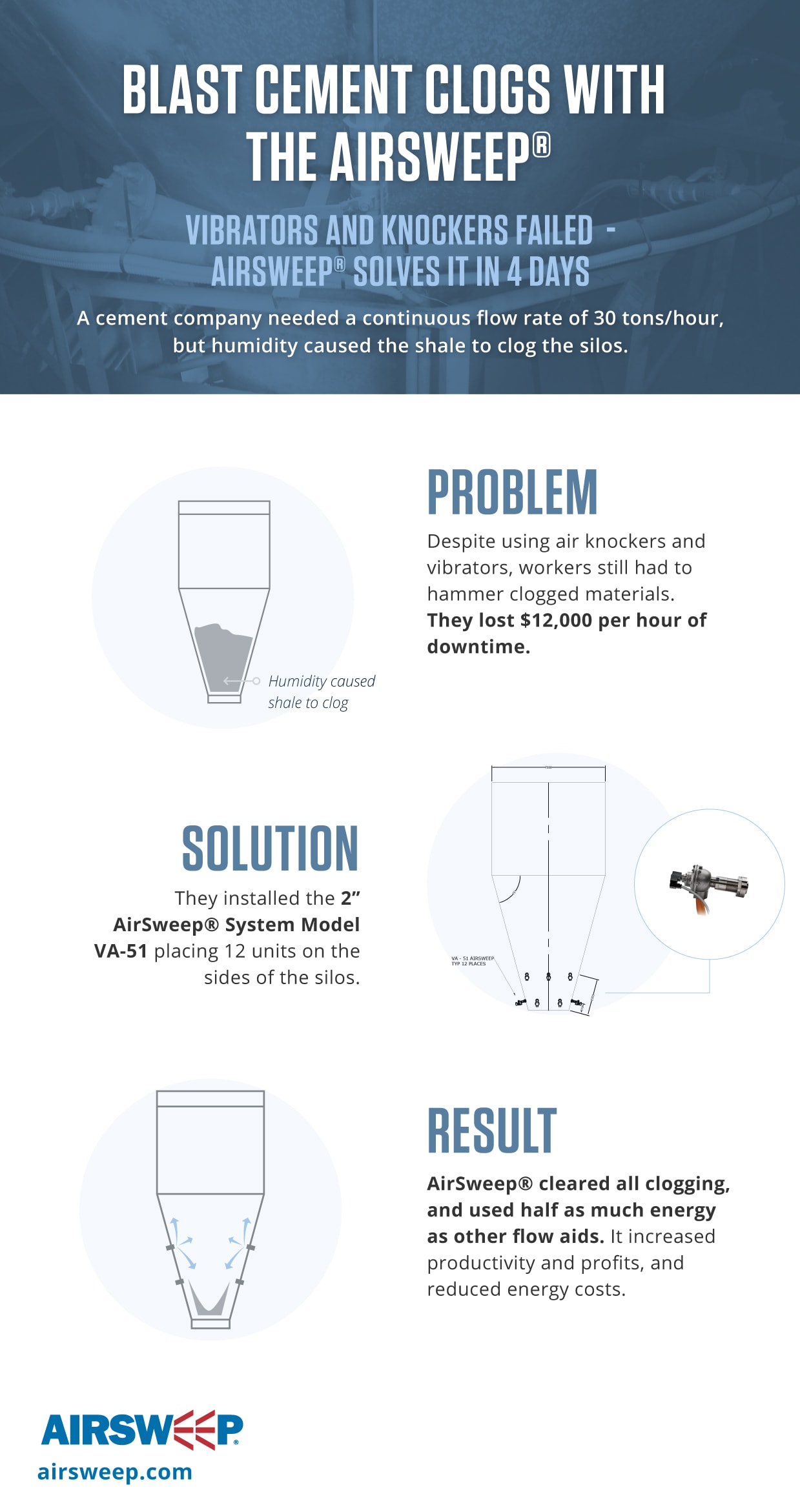
To produce cement, materials like shale, limestone, pyrite and sand are ground into a fine powder and then funnelled into a silo before being fed into a kiln. One of the biggest building supplies and cement manufacturers in the Philippines, with factories all over the country, had an issue with shale hanging on the silo wall.
Problem
Humidity hampers operations
The Philippines has very high humidity, and the moisture in the air would solidify the cement materials, clog the machines and bring production to a halt. For a particular vessel, the company needed a continuous rate of flow of 25-30 tons an hour. With other vessels in the plant, they had tried knockers and vibration motors. They also had factory workers hammer the silo to free the sediment. This happened so frequently that the company even had a formula for the cost of downtime (and hammer time) on their monthly operations. That’s one way to hit their targets – but there had to be a better one.
Solution
Four days to a hammer-free plant
It took AirSweep® just 4 days to solve a problem that plagued the company for years. This was costing them an estimated $12,000 per hour of downtime. They installed the 2” AirSweep System Model VA-51, placing 12 units on the sides of the silos. Both installation and testing of the AirSweep took less than 8 hours, with the remaining time spent on air piping and headers.
Results
Reduced build-up, noise and energy consumption
AirSweep material flow systems quickly cleared any build-up, blasting compressed air into the vessel walls and sweeping the cement materials back into the flow stream. As the flow became faster and more reliable, production and efficiency increased.
Not only that, the noise level has gone down significantly (no more hammering and knockers). In developing countries where the price of KWH is very high, the electricity savings alone can bring in a great return on investment versus knockers and industrial vibrators since AirSweep is estimated to use half as much energy. With these results, the client will be rolling out more AirSweep systems in their factories.
AirSweep Slices Through Sticky Material Just Like an Air Knife
Comments Off on AirSweep Slices Through Sticky Material Just Like an Air KnifeVibrators and fluidizers just won’t cut it
A cheese company found themselves in a very sticky situation. The whey protein concentrate (WPC), which has a very high moisture and fat content, was prone to bridging over the discharge. Unfortunately, this wasn’t just delaying production. The caked material had sparked a fire in one of their baghouses. Bridging had become an urgent safety concern.

Problem
Sticky ingredient, strict USDA regulations, stalled production—and no whey out
Many factories use vibrators to dislodge whey protein and other sticky substances. However, vibrators can actually worsen the bridging problem. By settling material and shaking out the air, they pack the substance – much like banging a cup of flour on the table. That works if you’re baking brownies, but not if you’re trying to improve material flow in a factory. FSMA, USDA and FDA standards and guidelines mean that food manufacturers must rely on equipment designed to meet those strict standards. The cheese company needed a safe, effective, USDA-accepted solution.
Solution
USDA-accepted air system slices through blockages and cuts production time
The solution was AirSweep USDA 135. Unlike vibrators—which condense moist powders and eventually damage the vessel—the AirSweep uses high-pressure, high-volume bursts of compressed air. These pulses are like an “air knife” that slice through thick, dense substance and dislodge any blockages.
Result
The best whey: company replaces vibrators with AirSweep
Since the AirSweep USDA 135 was installed, the cheese company has not experienced any bridging issues. They are now implementing the AirSweep system in their other factories in the United States.
Where Fluidizers and Vibrators Failed, Airsweep® Gets a 10 out of 10
Comments Off on Where Fluidizers and Vibrators Failed, Airsweep® Gets a 10 out of 10Many ingredients in the food processing industry are prone to bridging, clinging and clogging because of the high oil or moisture content. The stagnant material slows down production, compromises a company’s recipe, and can even cause cross-batch contamination.
That was the problem encountered by Flax4Life, a commercial bakery that produces gluten-free muffins, brownies, and other baked goods. And it was happening at a critical stage when ingredients needed to flow at the right amount, at the right time, into the blending process.

Problem
Blocks were wasting time, manpower and (literally) material
The company used a vacuum convey system which handled materials at a rate of 6,000 lbs/hour. The incoming ingredients were divided into two receivers: Receiver 1 for sugar, oats and tapioca flour, and Receiver 2 for ground flax and cocoa powder. However, the oils in the flax, compounded by the oil/fat content of the cocoa, as well as the general poor flow properties of both materials allowed the material to not only bridge above the discharge, but also adhere to the vessel walls and cake the interior—all the way up to the filter bags! This led to numerous delays and expensive wastage. They had to throw away up to 40 pounds of mixture a day, and even had to pay to have it hauled away.
All the other material flow aids failed miserably. “The vibrators that came installed on the bottom of the hopper above the mixture practically turned the flax into concrete,” said Stanley Rhea, the maintenance department head at Flax4Life. “Then we installed fluidizers, which were terrible. We still had to use hammers and sticks, and spent an hour a day to clean and keep things flowing.”
Solution
Small but powerful
The company contacted Control Concepts about AirSweep® after seeing a Youtube video that demonstrated its effectivity on wet, sticky materials. It installed six AirSweep® VA-06, which was ideal for their small vessel size but still very powerful: each ¾” nozzle could activate up to three feet of material. These were positioned in pairs at the top, center and bottom of the hopper to guarantee continuous flow, and eliminate product caking.
Result
Exceeding expectations at every step
“We have been very successful with Airsweep,” said Rhea. It has solved 90% of their material retention problems. Aside from reducing wastage and improving production speed, they no longer need to climb equipment to dismantle and clean the ingredient receiver.
The company is happy with the results and their customer experience. Added Rhea: “Customer service has been very helpful. I would call with some ideas and they would work with me on it, and they were right! Installation was awesome and easy, and the units have saved the company a lot of man hours. My experience totally exceeded my expectations—a 10 out of 10!”
AirSweep® Clears the Material Blocks and Factory Stress
Comments Off on AirSweep® Clears the Material Blocks and Factory StressThe best material flow systems don’t just fix bridging or blocking—they make your life easier.
Hammering is dangerous, exhausting, noisy and irritating. Vibrators and fluidizers are so ineffective that you still need to stop operations for regular cleanings. What’s the point of a material activation system that only does half its job, or creates new problems for factory managers?

Problem
Hammers were ineffective and annoying
Bunge is an agribusiness and food ingredient company based in the USA, dedicated to improving the global food supply chain. They wanted a complete and convenient way to achieve on-demand flow when handling rice bran in their bulk bag filling operation/process.
However, the rice bran was clumping in their hoppers and silos—a common issue for materials that hold moisture and are sensitive to humid environments. Workers had to hammer the vessels, which was ineffective and stressful for everyone in the factory. “It was like fingernails on the chalkboard. You wanted to get away from it,” said John Pappenheim, Bunge’s Maintenance Manager. “It also damaged the equipment and posed possible injury to employees.
The company was planning to set up a new bulk bag filling station, so they needed to improve material flow to keep up with the filling operation.
Solution
Low maintenance, high performance
After reviewing their options, they chose to install the AirSweep system. Four AirSweep VA-06 units were placed 90 degrees apart on the sloped walls of the rice bran bin. The VA-06 AirSweep was ideal for this application as the 3’’ sweep diameter would cover each of the 4 sloped walls perfectly in the customers’ vessel.
Installation was simple and inexpensive. The couplings were pre-attached to the vessel, so it was just a matter of threading the AirSweep units into position and connecting to the existing compressed air and electrical system. “Any electrician can wire it up. Everything was pretty straightforward and I would absolutely recommend it.”
It was equally easy to order parts and accessories. “When we needed extra parts, Control Concepts’ customer service was extremely helpful and fast. If we had to get those parts from China, it may have taken months to get them,” said Pappenheim.
After seeing how well AirSweep worked on rice bran, Bunge has incorporated the system in their masa flour factory for a cyclone application. Like rice bran, masa flour is also prone to bridging and ratholing, however the AirSweep has proved successful in that application as well!
Results
AirSweep® quietly gets the job done
The company saw a marked difference in material flow—and worker safety. They have no clumping issues, no dents on machines, no irritating hammering noises. The AirSweep’s soft hiss can barely be heard. It just quietly gets the job done. Added Pappenheim: “In fact, we are looking into expanding to use in other parts of our plant.”



